 fandom
fandomAs you might know, I have a somewhat complicated relationship with Undertale theories, so for Deltarune I’m kind of forcing myself not to go too red thread board with trying to “solve” things — which sucks, because I really like solving things.

{kind=link}
So instead of trying to be right about the big stuff, I thought I’d just talk about some fun crack theories. For fun! For fun, I tell myself.
Susie is immune to player input
There’s a lot in Deltarune Chapter 1 that implies that, unlike undertale, player choice doesn’t matter. The character you make in the first sequence is discarded, There’s even word of god that there’s only one ending to the game.
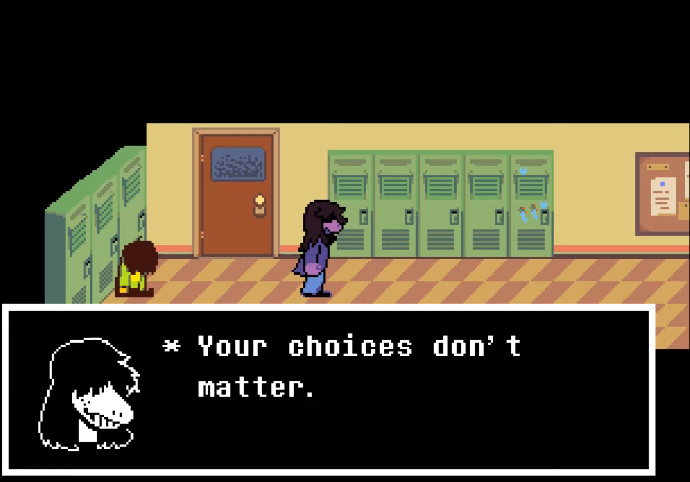
But, if you look at it, most of that involves Susie. You can’t control Susie at all for the first half of Chapter 1, only eventually getting her explicit buy-in after she decides she wants to be nice to lancer. And, of course, at the beginning of the game, she tells you directly
Your choices matter with everyone else, though. There’s a massive branching tree of options during your battle tutorial with Ralsei, you design a thrash machine that carries over to chapter 2, and you can tell Noelle about Susie eating chalk to get an extra item in Chapter 2, just to name a few examples. Hell, your choices matter with Onionsan and Starwalker.
And, the one time you get choice-blocked again in Chapter 2, it’s Susie.
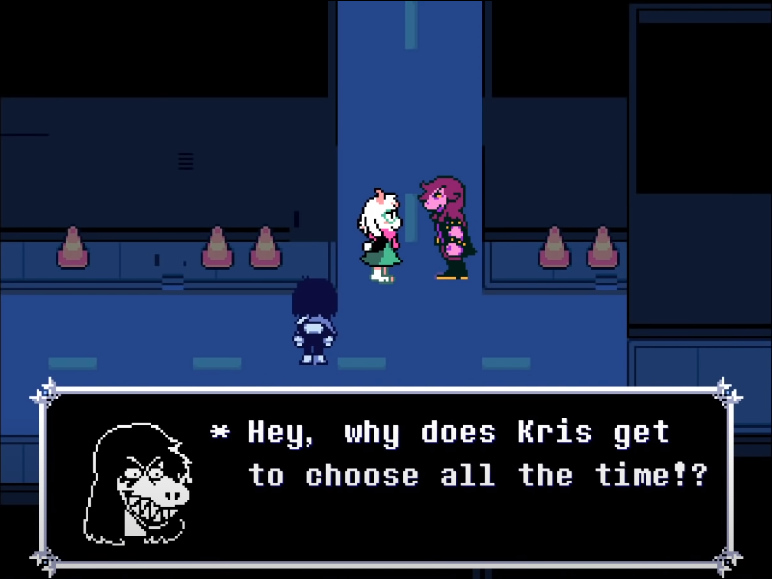
There obviously seems to be something going on with player control in Deltarune. There’s an elaborate plot point around your SOUL as the focus of user input, and Kris taking measures to act on their own without it. There are also two scenes — both with Susie — where you have to imagine what’s going on somewhere else, and can’t directly control her actions.
Ralsei may just be extremely cooperative, but in Chapter 2 you can also control Noelle to do things she absolutely does not want to do. Without going too far down that rabbit hole, the player seems to have a lot of control over characters — including non-heroes — with the notable exception of Susie.
Since I’m talking about control though, I also want to touch on this other theory video I saw that says, in so many words, that Noelle in particular has some extra degree of agency due to not being a formal member of the Delta Warriors. I don’t think this is the relevant distinction, though. Your choices matter with Noelle (lightener, non-hero), but also with Ralsei (darkener?, hero), and literally all the enemies (darkener, non-hero), so neither of those factors seems decisive. The big exception is Susie, as a person.
So, is that a coincidence, or is Susie special? You could arguably chalk Susie’s behaviour in Chapter 1 to her tentative status as a villain, but that doesn’t explain why that mechanic continued into the splitup room in Chapter 2.
Ralsei isn’t a darkener
So there’s obviously a lot weird with Ralsei. He starts Chapter 1 knowing Kris and Susie’s names, which he obviously shouldn’t know.
But there are also a few notes in Chapter 2 specifically that point to his not being a Darkener at all.
He’s able to move between unconnected Dark Worlds without being transplanted by a Lightener. Both Rouxls Kaard and Lancer needed to be explicitly carried in your inventory to move between Dark Worlds at all, and they couldn’t survive, even after being successfully transplanted to castle town. Ralsei, though, just shows up behind you. In fact, he came from a room that was a dead-end, except for its connection to the light world.
The only way we know it’s possible to come from the closet to the library dark world is exactly how Kris did: by leaving, walking through the light world, and jumping back in. Darkeners can’t do that, but it seems like Ralsei can.
There’s a lot about Ralsei that’s super suspicious, really.
Ralsei’s Dark world is incredibly small compared to the others, and it grows in size each time another fountain is opened and subsequently closed. Ralsei talks about the importance of balance between dark and light, but after each chapter, his domain grows. And it’s not a zero-sum game, either; dark worlds are created between chapters. And Ralsei’s whole motivation is allegedly acting on this ancient prophesy about the delta warriors, which no one but Ralsei has ever heard of, and whose symbols are only scattered around Ralsei’s own dark world, and which doesn’t have any conceivable source.
Another odd thing about Ralsei’s dark world is the lack of anything that corresponds with a real-world item. Everything in the card Dark World is distinctly game themed, everything in the library dark world is distinctly computer themed, but Ralsei’s world (with the Castle town, and the cliffs, and the tar eyes, and the bubble piles) is… just dark. There isn’t any chalk, there aren’t even the papers we saw in the cutscene.
{kind=link}
{kind=link}
After the secret boss fight, Kris has a panic attack about what Spamton said about puppets on strings. Ralsei jumps in to comfort Kris, but almost too aggressively, given that Kris is reacting to what is possibly a serious existential danger. It’s comfort, but it’s not healthy comfort.
Even the tea is off. In Chapter 2, you can get tea items themed after different characters. Each character has a different reaction (and recovery amounts) for each flavor of tea.1 Ralsei tea, though, is odd. Kris doesn’t react to any tea flavors. Noelle says Ralsei flavored tea is an empty cup. Ralsei calls it water, i.e. tea brewed without any leaves.
Other weird Ralsei things:
- The conversation he has about being unsure about his own identity during the swan ride
- Ralsei’s reaction to the team considering leaving the fountain open
- See also: the dire consequences for leaving fountains open being something only Ralsei knows about
- Kris’s castle room has trophies mirroring their light world bedroom, something Ralsei shouldn’t know about
- Ralsei’s wallpapering plot elements during the Snowgrave route
- Ralsei names the castle town after “your name” from the gonermaker scene, which he shouldn’t know
- Ralsei refers to the castle town as the “school” when Lancer turns to stone, a light-world fact nobody has told him
- Jevil directly calls the Delta Warriors “lighteners”, even though Ralsei was there
{kind=link}
{kind=link}
{kind=link}
Speaking of Ralsei, how about that Delta Rune?
The Delta Rune itself is the triangly-symbol littered throughout Ralsei’s section of the dark world. (Lancer and the card people also seem to know of it, although it’s possible they originally heard it from Ralsei or his kingdom.) In Chapter 2, we get Ralsei’s depiction of the rune itself in color, with Susie and Kris at the top, and Ralsei at the bottom (possibly signifying their roles as lightners/darkners):

Vessel Goner Theory
So, pre-chapter one, Deltarune presents itself as this SURVEY_PROGRAM (directed by W.D. Gaster) that starts with you creating a “VESSEL” character. There are the usual options (head, body, legs) and some personality choices, but then the whole character creation conceit is subverted by your vessel being discarded and your controlling Kris instead, who is not the character you made.

Let’s quickly acknowledge that Kris looks a lot like a more-colourful version of a character you could make with this screen, and then move our focus back to the survey.
I’m going to call it the Gonermaker, because that’s what the game’s files call it. (That and PLACE_CONTACT.) Now, that’s an interesting name. Goners are an idea from Undertale; namely, these guys:












They’re all grey, somehow-deformed versions of normal monsters. They show up with certain fun values, and only very briefly. The first three are explicitly g_followers that tell you stories about W.D. Gaster by name. Clam Girl talks about her neighbour “Suzy” that you didn’t meet, and Monster Kid talks about not existing — a parallel to the Gaster story.
(There’s one other object that has a recolored grey version, and that’s Sans’ door/warp door/mysteryman door. That’s not directly related to this theory, but it is noteworthy.)
In the Gonermaker, you are making a goner. You are “connected”, your answers (your “feedback”, if you will) is collected, and you construct a grey, deformed version of Kris. In addition to their hair and body features not matching up, they notably do not have a mouth.
So, what does that mean? Well, Goners are goners of other things. There’s a direct relationship there. So, Kris is to [your vessel] as monster kid is to goner kid, whatever that means.
Here’s a thought; what if we use the Gonermaker information to inform the Goners in Undertale? Perhaps all Goners are Vessels. Ours was “discarded”, but the Goners in Undertale seem… well, not present, but certainly more present than Goner Kris. Are they successful products of the survey program?
Anyway, when I started writing this, I was hoping it would inform why Kris is Doing Weird Stuff, but I kinda hit a dead end there. I thought maybe Kris was themself a vessel for something, but it doesn’t seem like they are. Maybe our SOUL would “fit better” in a Goner, without the Kris/SOUL conflict we see in Deltarune?
Deltarune is a Dangan Ronpa V3 situation
I’m not saying that the relationship between the Deltarune and Undertale stories the same as DR1&2/DR3, but what I do think is the same is the matter of the relationship at all.
DRV3 is positioned in this very interesting way such that the question “is this game part of the same story” is itself loaded, and can’t be answered without going into plot details about both. There is a relationship between the stories, but — unlike what is usual in story metainformation — the nature relationship itself is deeply tied to the content of both stories, even though that sort of question is usually easy to answer without spoiling anything. There is some complex (mesa)textual interrelationship that prevents the answer from being a clean one.
You could reasonably, though, give almost any answer to any question about how they’re related. “Is it the same series?” “Is the continuity the same?” “Are these the same characters?” These are binaries that can be answered with either “yes” or “no”, and for each one there’s a strong case that can be made that either answer is true.
I think — pretty obviously — there’s a similar thing going on with Deltarune. The exact details aren’t clear yet, but that aspect of the relationship itself is pretty solid, in my book. There is a connection, or there isn’t, depending entirely on which way you argue it. The games are built on a diagetic strange loop.
other things I refuse to let myself talk formally about because they’re mostly gaster ramblings or just disconnected ideas
Undertale
- in the true lab Alphys/Gaster explicitly discover that determination can be used to fuse monsters together. Gaster is “shattered”. perhaps he would seek out determination in order to fuse himself back together
- gaster created the “darkness totems” in the core, which is yet another connection to Deltarune’s darkness
- shyren’s lower body (her “agent”, as in music agent) is shared with the Lemon Bread amalgamate. lemon bread’s overworld sprite is a grey figure. shyren is called out by sans(?) as being important using gaster-adjacent terminology. if you hum at shyren during the genocide route you get the secret text “A hooded figure watches the commotion from afar.” instead of the joke about Sans selling tickets. sans and the river person are the two hooded charaters in undertale.
- in Undertale’s true lab, if you poke around in the refrigerator room before turning on the ventilation, the things you can interact with are “something in the shape of a man” and “a tree, ripe with delicious fruit”, like Deltarune’s secret rooms
- clam girl is a gaster follower who specifically talks about a character named suzy. that’s like a connection or something right
- The way Gaster’s name can’t be input in either Undertale or Deltarune’s file select screen is parallel with how even explicit references to him like
mus_st_himand “ANOTHER HIM” use the pronoun “him” or “mysteryman” or “redacted” instead of using his name. Maybe there’s a natural force preventing this? We also see antimetic properties like this in the sweepstakes when Noelle “can’t remember” the name of the egg they were given labeled “SPECIAL”, in gaster-caps. - a bunch of amalgamates have really explicit gaster coding. memoryheads in particular are super weird. they’re the only amalgamates not to have concept art or be made of other monsters. their flavor text is “No data available”, missing data being one of gaster’s key themes. they attack with smiley faces that look extremely similar to the mysteryman sprite. memoryheads play dial-up noises, similarly to sayer 666 and the deltarune phone. memoryheads are strongly thematically linked to phones with flavor text, tying in to the gaster phonecall Fun event and Spamton’s phone connection. re: the name memoryhead, gaster in particular seemingly cannot be remembered by normal characters. the everyman amalgamate even appears in the jevil fight during the merry-go-round.
- in undertale there’s a secret grey (nearly goner coloured) bench with a quiche, which is an egg product. this is a very silly train of thought
Deltarune
- kris only opens the third dark world portal on camera after hearing explicit instructions on how to open dark world portals, so maybe they didn’t open the first two
- the forest secret room and the dumpster secret room are both accessed the same way: randomly upon going through a room transition. there are lots of ways to trigger entering a room, why is that the particular mechanism chosen? this is the same mechanism used to access undertale’s
fakehallway, except undertale also has a layer of Fun values that control which deviant events happen and Deltarune does not - in the spamton fight, your soul turns yellow by itself, which is completely new and possibly significant
- CLAM GIRL THEORY: if you don’t talk to onionsan in chapter 1, there’s a clam person in that area. When you talk to him, he turns around and is a clam guy. BUT, when you’re not talking to them, they clearly use clam girl’s sprite, including the colors and the shoulder straps. clam girl, remember, is the undertale character who talks about suzy and disappears
- kris is controlled by the player/soul, which can see the internal monologues of characters, making it seem like kris themself can read minds
- internally, many system things are named
DEVICE_as inDEVICE_GONERMAKERorPROCESSas in the survey program. alsoDEVICE_FRIEND, a cryptid in the main game - the background from the gonermaker is a earthbound-style postprocessed version of an image named
IMAGE_DEPTH, which is also (and only) used as the background of the end-of-chapter fountains - after deltarune chapter 1’s fountain is closed there’s a very specific sequence of events: a fountain whoosh, suzie says “I can’t see anything!!”, a thud (like a door), a vroom (like lancer’s bike), a second thud, a squeak, suzie coughs(?) and says “Hey, watch it!”, a grab, a dog squeak, a third thud, and then the lights come on. there’s also a large, open storage unit with cards and things spilling out of it and towards the door, although kris and suzie did not come out of it. (there is a similar hiding spot that could fit a person in the library) that would fit with a third lightener being in the dark world when the portal closed, running out of the room and closing it behind them, then running all the way out of the school
- Is that a cut on your face, or part of your eye? The gash weaves down as if you cry. The pain itself is reason why.
Spamton
- When spamton is “intercepted” with “can anyone hear me? Help…” the voice on the other end seems to be the “unused” dialog voice.
- When Spamton betrays Kris in their mutual plot to break their strings and achieve greatness, Kris looks… really sad. Genuinely betrayed. They don’t even fight back. Even in the ride, there’s a unique sprite of them hunched over. People talk about the after-fight scene, which is important, but there’s this pre-fight side of it too.
Related reading
- suzyundertale, “How we know the person in the intro of Deltarune is almost certainly Gaster”
- inbarfink on the lack of consequences in the Weird Route
- inbarfink on Ralsei’s knowledge and characterization
- agnesmontague possible isolated vocals in Big Shot “Please Knight, answer the phone, pleaaaase–ha ha ha, all the suspense is making me wait, to tell you how much it’s ringing! Please Knight, answer the phone, pleaaaase–ha ha ha, all the suspense is, all the suspense is, tell me what you’re really selling!”
I actually didn’t know about that article when I first wrote my thing here about Goners but it’s a great supplement